實(shí)芯焊絲的制造工藝因鋼種而異���,這里簡(jiǎn)單介紹碳鋼和低合金鋼焊絲的制造與技術(shù)要求�。
制造實(shí)芯焊絲用的線(xiàn)材(盤(pán)條)���,當產(chǎn)量大或合金含量少著(zhù)����,由轉爐冶煉�;當產(chǎn)量少或合金含量多著(zhù)����,用電爐冶煉�����,再經(jīng)熱軋制成為盤(pán)條���。
根據供貨合同要求�����,焊絲可分為鍍銅焊絲或不鍍銅焊絲����,前者是考慮到焊接時(shí)焊絲需導電���,又是為了減少焊絲與導電嘴的摩擦和防銹�,故提出鍍銅要求�����。其工藝流程見(jiàn)下圖:

其去氧化皮多用機械法(不銹鋼盤(pán)條一般是酸洗)�;第一次冷拉拔應接近成品尺寸�����,只留精拔所需的余量����;鋼材經(jīng)冷拉拔變形后有加工硬化現象����,通常在下一次拉拔之前進(jìn)行一次退火處理���;電鍍之前的酸洗��,是為了去除拉絲時(shí)用的潤滑劑和其他玷污物�;鍍銅量約為絲直徑0.1%左右���。
精拉拔的技術(shù)要求:未鍍銅的焊絲表面不應有銹蝕����,氧化皮�,麻坑����,允許有不超過(guò)直徑偏差的一半的劃傷或局部缺陷�����;鍍銅的表面應光滑����,不得有肉眼可見(jiàn)的裂紋��,麻點(diǎn)�����,銹蝕��。鍍銅層應均勻牢固�����。
藥芯焊絲是將薄鋼帶卷成圓形鋼管或異形鋼管的同時(shí)��,在其中填滿(mǎn)一定成分的藥粉���,經(jīng)拉制而成的一種焊絲�����,又稱(chēng)粉芯焊絲或管狀焊絲����。藥粉的作用與焊條的藥皮作用相似�����,區別在于焊條藥皮涂敷在焊芯的外側����,而藥芯焊絲的藥粉被薄鋼帶包裹在芯里���。
藥芯焊絲是很有發(fā)展前途的新型焊接材料���,品種和用量與日俱增���。與實(shí)芯焊絲相比�����,藥芯焊絲有如下優(yōu)缺點(diǎn):
a) 對各種鋼材的焊接��,適應性強�����,調整焊劑的成分和比例極為方便和容易����,可以提供所要求的焊縫化學(xué)成分����。
b) 工藝性能好��,焊縫成型美觀(guān)���,采用氣渣聯(lián)合保護�,獲得良好成型��。加
入穩弧劑使電弧穩定����,熔滴過(guò)度均勻���。飛濺少����,且顆粒細���,易于清除���。
b) 焊接時(shí)�,送絲較實(shí)芯焊絲困難
c) 焊絲外表容易銹蝕����,粉劑易吸潮����,因此對藥芯焊絲保存與管理的要求
藥芯焊絲按其結構可分為無(wú)縫焊絲和有縫焊絲兩類(lèi)����。
無(wú)縫焊絲是由無(wú)縫鋼管加入所需的粉劑后����,再經(jīng)拉拔而成���,這種焊絲可以鍍銅���,性能好�,成本低���。
有縫焊絲按其截面形狀又可分為簡(jiǎn)單截面的“O”形和復雜截面的折疊型兩類(lèi)�。折疊型又分為梅花形���,T形�,E形和中間填絲形等��。見(jiàn)下圖所示:
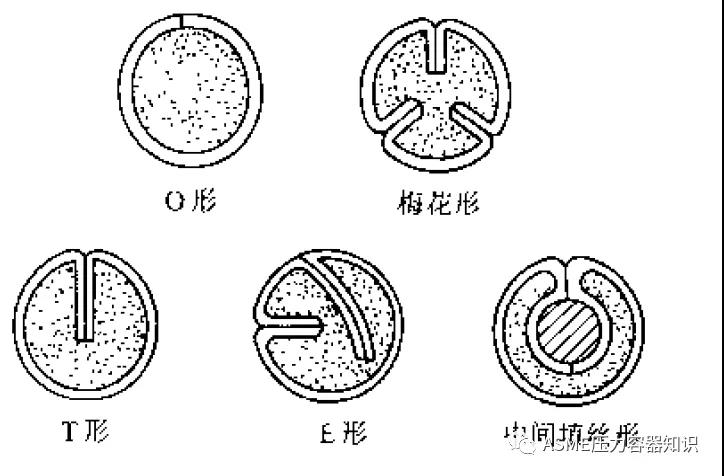
藥芯焊絲截面形狀越復雜越對稱(chēng)��,電弧越穩定��,焊絲熔化越均勻����。“O”形焊絲因藥芯不導電�����,電弧容易沿四周鋼皮旋轉�,穩定性較差����。當焊絲直徑<2mm時(shí)�,截面形狀差別的影響已不明顯��。所以小直徑(≤2mm)藥芯焊絲一般采用“O”形截面�����,大直徑(≥2.4mm)多采用折疊形復雜截面��。
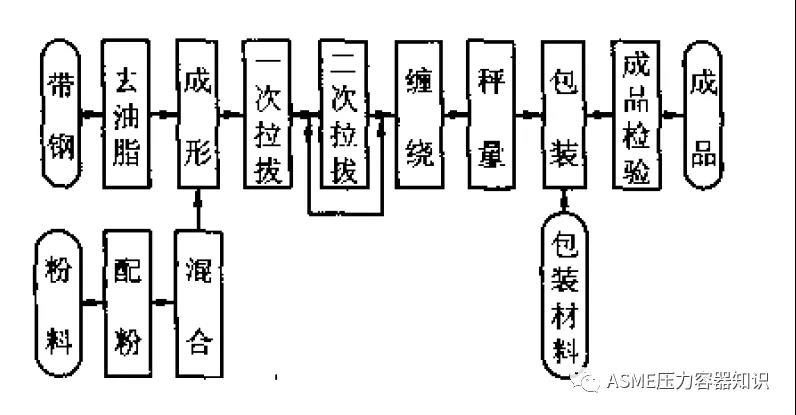
藥芯焊絲由外皮和藥芯組成�。外皮是由低碳鋼或低合金鋼的帶鋼制成�。焊絲的制作大致過(guò)程是將帶鋼軋制成“U”形截面�����,然后將配制好的藥粉劑加入已形成的U形鋼帶中����,用壓實(shí)輥將已加入粉劑的U形鋼帶壓成具有所需截面結構的圓形周邊毛胚�,并將粉劑壓實(shí)�����,最后通過(guò)拉拔成符合尺寸要求的藥芯焊絲���。一般藥芯焊絲制造工藝流程如下圖所示���。
版權:如無(wú)特殊注明�,文章轉載自網(wǎng)絡(luò )�����,侵權請聯(lián)系cnmhg168#163.com刪除�����!文件均為網(wǎng)友上傳���,僅供研究和學(xué)習使用��,務(wù)必24小時(shí)內刪除�。